
Das Merkblatt DVS 0922-2 richtet sich insbesondere an die Schweißaufsicht, die im Umfeld automatisierter Fertigungssysteme Verantwortung für die prozesssichere Umsetzung von Schweißaufgaben trägt. Es vermittelt ein Verständnis der Steuerungs- und Programmierfunktionen von Industrierobotersystemen beim Schutzgasschweißen und schafft damit eine Schnittstelle zwischen schweißtechnischer Fachverantwortung und roboterbasierter Fertigung.

Das DVS-Merkblatt 0924 thematisiert die gütesichernde Auslegung und die sachgerechte Verwendung von MIG-/MAG-Schweißgeräten in vollmechanischen und automatisierten Schweißprozessen. Die Publikation bündelt die technischen und organisatorischen Anforderungen an Schweißstromquellen sowie zugehörige Systemkomponenten, wie sie typischerweise in mechanisierten oder automatisch arbeitenden Schweißanlagen eingesetzt werden.

Normen sind anerkannte Regeln der Technik und im Allgemeinen als Empfehlungen anzusehen. Sie sind bewährte Lösungen für häufig wiederkehrende Aufgaben. Ihre Anwendung führt in allen Bereichen zu sinnvollen Vereinheitlichungen und bringt daher Kosteneinsparungen. Die Normung von Einzelteilen, Baueinheiten bzw. Gruppen, ganzer Erzeugnisse und von Betriebsmitteln ermöglicht die Serien- und Massenfertigung und die damit verbundene Automatisierung.

Sie ist ein ungebetener Gast, der sich aber früher oder später einnisten und bleiben möchte: Wo Metall ist, will sich auch Korrosion breitmachen, zum Leidwesen von Wirtschaft, Ökologie, Gesundheit und Sicherheit. Experten gehen davon aus, dass Korrosion bei Unternehmen, der öffentlichen Hand und Privathaushalten in Industrieländern Kosten in Höhe von 3 bis 4 % des Bruttoinlandsprodukts verursacht. Die Korrosion bewirkt z.B., dass eine Pipeline undicht wird und Öl ausfließt.
Der Betrieb von Laserschweißanlagen bedarf einiger Randbedingungen, auf die in diesem Beitrag eingegangen wird. Zu beachten sind die laserspezifischen Gefahren der freigesetzten Laserstrahlung. Auch der Gesetzgeber fordert einige organisatorische Maßnahmen zum Betrieb einer Laserschweißanlage. So sind in DIN-Normen und der OStrV Regeln festgelegt, die Sicherheitsmaßnahmen und Anforderungen an die Anlagentechnik beinhalten.

Wie bei anderen Schweißverfahren können auch beim Laserstrahlschweißen Fehler auftreten. Aufgrund der Charakteristika des Laserschweißens zeigt es typische Erscheinungsbilder. Besonders die hohe Geschwindigkeit des Prozesses ist verantwortlich für eine Reihe von Schweißfehlern, die teilweise bei anderen Schweißverfahren nicht beobachtet werden oder in anderer Form auftreten. Im Folgenden gehen wir auf Fehler, ihre Ursachen und deren Vermeidung ein.

Im Bereich der Schweißtechnik spielt die Beurteilung der Gefährdung durch Schweißrauche eine zentrale Rolle. Grundlage dafür ist die Ermittlung von Informationen nach der GefStoffV. Als Hilfsmittel dienen Sicherheitsdatenblätter und Produktinformationsblätter. Je nach Höhe der Gefährdung ist es erforderlich, zusätzlich zu den allgemein gültigen Grundpflichten spezifische Schutzmaßnahmen auszuwählen und umzusetzen, um Risiken deutlich zu minimieren.
Der Laserstrahl hat sich als Werkzeug zum Fügen eines umfangreichen Werkstoffspektrums erwiesen. Besonders Werkstoffe, die nur eine geringe Temperaturbelastung erlauben, bieten sich dafür an. Gleichfalls zeigen Werkstoffe, die gut mit konventionellen Fügeverfahren schweißbar sind, auch beim Laserstrahlschweißen gute Ergebnisse. Dieser Beitrag geht auf die in der Norm DIN EN 1011-6 vorgestellten Werkstoffe und deren Eignung für das Laserstrahlschweißen ein.

Das Laserstrahl-Lichtbogen-Hybridschweißen (LLH) ist ein leistungsfähiges Verfahren, das sich insbesondere für die industrielle Serienfertigung eignet. Für das Schweißpersonal und die Schweißaufsicht, die sich mit hybriden Laserstrahl-Lichtbogen-Schweißverfahren beschäftigen, definiert das Merkblatt 3216 Prozesse, beschreibt technische Parameter und zeigt Potenziale und physikalische Zusammenhänge auf.
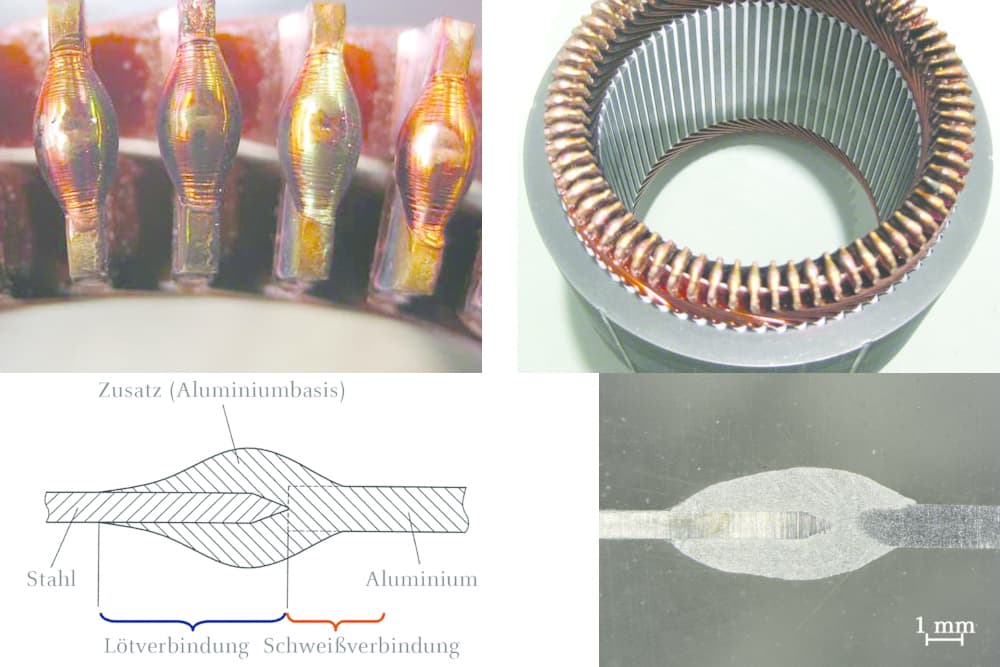
Im Gegensatz zum Schweißen wird beim Löten der Grundwerkstoff nicht aufgeschmolzen, die Prozesstemperatur und damit Verwerfungen bzw. Verzug im Dünnblechbereich sind deutlich niedriger als beim Schweißen. Bei dünnen Blechen wird die Festigkeit des Grundwerkstoffs durch eine gut dimensionierte Lötnaht erreicht. Voraussetzungen dafür sind eine sachgemäße Verarbeitung sowie eine ausreichend benetzte und tragende Fläche.

Das Merkblatt DVS 0922-3 „Industrierobotersysteme zum Schutzgasschweißen – Schweißtechnische Ausrüstung für das MIG-/MAG-Schweißen“ bietet einen Überblick über die Ausrüstung, die beim Einsatz von Industrierobotern für das MIG-/MAG-Schweißen notwendig ist. Das Merkblatt richtet sich insbesondere an das Schweißaufsichtspersonal, das für die Planung, Überwachung und Qualitätssicherung von automatisierten Schweißprozessen verantwortlich ist.

Der Unternehmer trägt die soziale Verantwortung für die Sicherheit und den Gesundheitsschutz seiner Mitarbeiter. Deshalb gilt es, die Risiken und Gefährdungen für die Beschäftigten möglichst gering zu halten. Dies entspricht der Zielsetzung des Arbeitsschutzgesetzes (ArbSchG). Eine wesentliche Voraussetzung für den Arbeitgeber, seinen Sorgfaltspflichten nachzukommen, ist die Erstellung einer Gefährdungsbeurteilung fürs Schweißen. Erfahren Sie hier mehr dazu.

Die Richtlinie DVS 2201-1 „Prüfen von Halbzeug aus Thermoplasten, Grundlagen – Hinweise“ gibt dem Schweißaufsichtspersonal Hinweise und Anregungen für das Prüfen der Halbzeuge in der Eingangskontrolle sowie für die Beurteilung von Qualität und Gebrauchstauglichkeit der Halbzeuge im Hinblick auf die schweißtechnische Praxis. Weitere Infos zu Werkstoffen, mechanischen und thermischen Eigenschaften sowie der Prüfung finden Sie in diesem Beitrag.

Das Merkblatt DVS 0934:2025-01 „WIG-Schweißen – Ausrüstung und Geräte“ erläutert die zum Wolfram-Inertgas-Schweißen (WIG) metallischer Werkstoffe erforderlichen Grundausrüstungen sowie Hilfs- und Schutzeinrichtungen. Darüber hinaus liefert es den Anwendern Hinweise zu deren sachgerechter Beurteilung und Verwendung. Last, but not least werden Hilfseinrichtungen beschrieben, die zum teil- und vollmechanischen Einsatz des Verfahrens eingesetzt werden.

Die Kathode hat entscheidenden Einfluss auf die Strahlqualität. Gleichzeitig ist sie das relevanteste Verschleißteil in einer Elektronenstrahlmaschine. Generell können unterschiedliche Bauarten von Kathoden verwendet werden, insbesondere Blockkathoden, Bolzenkathoden, Haarnadelkathoden sowie Bandkathoden. Im Merkblatt DVS 3207 finden sich Empfehlungen für den Umgang mit Kathoden beim Elektronenstrahlschweißen.

Beim Schweißen können verschiedene Gase zum Einsatz kommen, die für unterschiedliche Verfahren geeignet sind. Dazu zählt auch Flüssiggas. Flüssiggas ist ein nicht toxisches, brennbares Gas, das schwerer als Luft ist. Mit Luft bildet es explosionsfähige Gemische. Wichtige Informationen und Erläuterungen zur Verwendung von Flüssiggas beim Schweißen liefert die Publikation „FBHM-138: Verwendung von Flüssiggas – Schweißen, Schneiden und verwandte Verfahren“.

Schadensfall aus der Praxis: An einem Bagger, der im Umschlagbetrieb eingesetzt wurde, entstand nach relativ kurzer Zeit ein Bruch des Auslegers. Zur besseren Krafteinleitung wurde der Ausleger im hoch beanspruchten Bereich mit Versteifungsblechen verstärkt. Der Dauerbruch beginnt genau am Ende des Versteifungsblechs an der Querschweißnaht. Die Ursachen liegen in den sehr hohen Zugeigenspannungen im Nahtübergang und in der Kerbwirkung der Schweißnaht.

Dieser Beitrag erläutert die für die Schweißaufsicht und das Schweißpersonal wichtigsten Inhalte des Merkblatts DVS 1704 „Voraussetzungen und Verfahren für die Erteilung von Schweißzertifikaten zur Ausführung von Stahl- und Aluminiumtragwerken nach DIN EN 1090-2/-3“. Das Merkblatt können auch bauaufsichtlich anerkannte Prüfstellen als Verfahrensanweisung zur Erteilung von Schweißzertifikaten für Stahl- und Aluminiumtragwerke nutzen. Erfahren Sie hier mehr dazu.

In der Schweißnaht, in der Wärmeeinflusszone oder im Grundwerkstoff können Unregelmäßigkeiten auftreten. Deshalb folgen nach der Ausführung der Schweißnaht spezielle Prüfungen, um zu bewerten, ob eine hergestellte Fügeverbindung von guter Qualität ist, oder ob es zu einer Reparatur der Verbindungsstelle oder gar zu einem Austausch des gesamten Bauteils kommen muss. Ansonsten riskiert man ein Bauteilversagen.

Die Grundanforderung an jedes auf dem Markt bereitgestellte Produkt besteht darin, dass es den anwendbaren Rechtsvorschriften entspricht und die Sicherheit sowie Gesundheit der Benutzer umfassend schützt. Das heißt aber auch, dass zum Schutz der Benutzer eines Produkts ggf. mehr getan werden muss, als es mit den Anforderungen der einschlägigen Rechtsvorschriften gefordert wird, sofern die Benutzersicherheit signifikant beeinträchtigt ist.

Ein nicht geringer Anteil der Arbeiten von Bauschlossereien und Metallbaubetrieben spielt sich auf Montage- und Baustellen ab. Die dort herrschenden zusätzlichen Gefahren machen es erforderlich, dass Baustellen von einer fachlich geeigneten Person geleitet werden und ein Aufsichtsführender mit ausreichenden Erfahrungen und Kenntnissen die sichere Durchführung der Bauarbeiten und der angeordneten Maßnahmen überwacht.

Geschweißte Produkte, Maschinen und Anlagen werden immer ähnlicher und damit austauschbarer – insbesondere, was ihre technische Leistungsfähigkeit betrifft. Gleichzeitig steigt die Komplexität der Produkte, durch zunehmende Internationalisierung und Spezialisierung der Unternehmen wächst die Angebotsvielfalt. Vor allem durch Zusatzleistungen, wie eine gute technische Dokumentation, lassen sich Wettbewerbsvorteile gegenüber den Mitbewerbern erzielen.

Elektronenstrahl-Schweißmaschinen sind mit digitalen Steuerungen (SPS, CNC) ausgestattet, die dem Zweck dienen, Parameter nach einem vorgegebenen Programm zu steuern (z.B. Strahlstromsteuerung beim Schweißen von Rundnähten) oder Schaltvorgänge in der Maschine zu automatisieren. Zudem können moderne CNC-Steuerungen durch Verketten verschiedener Systeme übernehmen. Das Merkblatt DVS 3202 zeigt die Einsatzmöglichkeiten.

Strafrechtliche Produkthaftung wird definiert als die persönliche strafrechtliche Verantwortung von Unternehmensmitarbeitern für die Verletzung anderer in ihren strafrechtlich geschützten Rechtsgütern, wenn diese Verletzung auf dem Gebrauch von fehlerhaften Produkten beruht, die objektiv sorgfaltswidrig in den Verkehr gebracht wurden. Strafrechtliche Risiken bestehen individuell in dem Umfang gegenüber Verantwortlichen, wie deren Verantwortlichkeiten reichen.

Das Merkblatt DVS 3210 unterstützt das schweißtechnische Personal bei der Bewältigung von Fertigungs-, Aufsichts-, Prüf- und Qualitätssicherungsaufgaben. Es basiert auf den aktuell geltenden nationalen bzw. europäischen Normen für das zerstörende und zerstörungsfreie Prüfen von Schweißverbindungen an metallischen Werkstoffen und erläutert die Besonderheiten beim Anwenden dieser Verfahren zur Prüfung elektronen- und laserstrahlgeschweißter Verbindungen.

Das Merkblatt DVS 0701 regelt die Übertragbarkeit der Schweißanweisung für Prüfungen von Standardschweißverfahren. Ziel ist die Schaffung einer eigenverantwortlichen Produktionsüberwachung durch den Hersteller. Weitere Kriterien, die ein Hersteller für eine erfolgreiche Zertifizierung nach DIN EN 1090 erfüllen und nachweisen muss, sind besondere Personalanforderungen, Aspekte der betrieblichen Einrichtung und ein funktionierendes Qualitätssystem.

Die Umsetzung von Leichtbaustrategien im Stahlbau erfordert den Einsatz hochfester Werkstoffe. Dies ist nur realisierbar, wenn auch geeignete Fügetechnologien bereitgestellt werden und die Bauteilgestaltung den werkstoff- und fügetechnischen Erfordernissen angepasst wird. Wasservergütete hochfeste Feinkornbaustähle mit Streckgrenzen im Bereich von 690 bis 1100 MPa werden im Druckbehälter-, Mobilkran-, Betonpumpen- und Nutzfahrzeugbau eingesetzt.

Der Deutsche Verband für Schweißen und verwandte Verfahren (DVS) hat im Juni 2023 eine neue Version des Merkblatts DVS 0920 „Wolfram-Inertgasschweißen (WIG) – Prozess, Verfahren, Werkstoffe, Normung“ veröffentlicht. Das Merkblatt gilt für das Wolfram-Inertgasschweißen metallischer Werkstoffe. Es liefert einen allgemeinen Überblick über die typischen Merkmale des WIG-Verfahrens und seine Verfahrensvarianten. Hier finden Sie die wesentlichen Inhalte.

Beim Schweißen von Metallen reagieren die zu bearbeitenden Werkstücke sehr empfindlich auf die in der Luft enthaltenen Gase Sauerstoff und Stickstoff. Äußerst empfindlich reagiert auch die Wurzelseite der Schweißnaht, weshalb diese durch ein Gas gegen Oxidation geschützt werden muss. Dadurch können gleichzeitig die Qualität der Wurzel verbessert sowie Wurzelfehler vermieden werden. Der Wurzelschutz kommt in erster Linie bei hochlegierten Werkstoffen zum Einsatz.

Schweißen ist nach DIN EN ISO 9000 ein spezieller Prozess. Soll heißen, nachdem eine Schweißnaht hergestellt wurde, bestehen nur noch wenige bis gar keine Möglichkeiten einer zerstörungsfreien Qualitätsprüfung. Es ist also notwendig, vor dem Schweißen durch geeignete Maßnahmen die Produktqualität sicherzustellen. Ein wichtiger und entscheidender Faktor ist der Mensch; beim Schweißen ist die Handfertigkeit des Ausführenden von elementarer Bedeutung.

Die wichtigste Voraussetzung für sicheres Arbeiten ist, dass die ausführenden Mitarbeiter in schweißtechnischen Unternehmen die Gefahren bei ihrer Arbeit richtig einschätzen können sowie Maßnahmen beherrschen und anwenden, die zu ihrer eigenen Sicherheit und für die Sicherheit anderer erforderlich sind. Diese Kenntnisse müssen durch eine entsprechende Ausbildung, Schulungen und Unterweisungen vermittelt und immer wieder aufgefrischt werden.

Bei schweißtechnischen Arbeiten in Werkstätten werden häufig Gefahrstoffe verwendet oder freigesetzt, von denen Gefahren für die Gesundheit sowie die Umwelt ausgehen können. Die Kenntnis dieser Gefahren ist unverzichtbare Voraussetzung für die Schweißer an den Arbeitsplätzen und das Schweißaufsichtspersonal, um wirkungsvolle Schutzmaßnahmen ergreifen zu können. Diesem Zweck dient u.a. die DGUV Information 213-033 „Gefahrstoffe in Werkstätten“.

Die technische Zeichnung ist nach wie vor das gängigste Kommunikationsmittel in der Fertigung. Speziell in Zeiten von globalisierten Lieferketten und häufig wechselnden Kunden-Lieferanten-Beziehungen ist eine aussagekräftige zeichnerische Darstellung von Schweißverbindungen Voraussetzung für hochwertige Fertigungsergebnisse. In der Praxis ist dies jedoch nicht immer der Fall, viele technische Zeichnungen werden nicht einmal den Mindestanforderungen gerecht.

Im August 2021 hat der DVS eine aktualisierte Version der Richtlinie DVS 3205 „Schutz vor Röntgenstrahlen an Elektronenstrahlmaschinen zur Materialbearbeitung“ veröffentlicht.
Die Richtlinie weist u.a. auf die Verantwortung, Ausbildung und den Schutz des Bedien-, Wartungs- und Instandsetzungspersonals hin und enthält Informationen über Maßnahmen zum Schutz vor Röntgenstrahlen an Elektronenstrahlmaschinen zur Materialbearbeitung.

In vielen Fällen können Schweißarbeiten nicht in einer speziell eingerichteten Schweißwerkstatt, auf speziellen Schweißarbeitsplätzen oder vergleichbar gekapselt in einer dafür ausgelegten Maschine oder Anlage ausgeführt werden. Bei den angewendeten Arbeitsverfahren üblicherweise vorhandene Gefährdungen treten durch die besonderen Bedingungen verstärkt auf. Das Unfall- und Sachschadenrisiko ist dadurch im Regelfall höher als unter „Werkstattbedingungen“.

Die neue, überarbeitete Fassung des Merkblatts 2906-2 „Widerstands-Rollennahtschweißen – Quetschnahtschweißen von Blechen aus Stahl“ bietet den Anwendern einen Überblick über die Anwendungsmöglichkeiten sowie die besonderen Merkmale des Quetschnahtschweißens. Beim Widerstandsquetschnahtschweißen handelt sich um eine besondere Form des Rollennahtschweißens überlappter Bleche.

Die TRGS konkretisiert die Auswahl und Durchführung von Schutzmaßnahmen zur Vermeidung oder Einschränkung gefährlicher explosionsfähiger Gemische. Die TRGS 722 ist auch für die Praxis des Schweißpersonals relevant. Da die benötigte Wärme zum Schweißen u.a. durch Verbrennen von Gasen erzeugt wird, können z.B. durch Gaslecks oder das Umkippen ungesicherter Gasflaschen explosionsfähige Gasgemische entstehen.

Das Merkblatt DVS 0941-1:2020-09 Fülldrahtelektroden für das Verbindungs- und Auftragschweißen – Grundlagen und Begriffsbestimmung liefert dem Schweißpersonal nützliche Hinweise über Aufbau und Herstellungsmethode der Fülldrahtelektroden und vermittelt praxisrelevante Anweisungen beim Einsatz. Der DVS weist darauf hin, dass das Merkblatt von einer Gruppe erfahrener Fachleute in ehrenamtlicher Gemeinschaftsarbeit erstellt wurde und zur Beachtung empfohlen wird.

Die Norm DIN EN ISO 15614-1 legt fest, wie eine vorläufige Schweißanweisung durch Schweißverfahrensprüfungen qualifiziert branchenunabhängig werden muss. Die Norm ist für Unternehmen wichtig, die geschweißte Teile im geregelten Bereich herstellen. Die zweistufige Qualifizierung der Verfahrensprüfung wurde im Vergleich zur 2012er-Fassung der DIN EN ISO 15614-1 eingefügt, um die Vereinigten Staaten zu motivieren, die Norm zu verwenden.

Das Merkblatt DVS 3010, herausgegeben vom Deutschen Verband für Schweißen und verwandte Verfahren e.V., beinhaltet praxisrelevante Empfehlungen für die fachgerechte Ausführung von Auftragschweißungen im Bereich des Anlagen-, Behälter- und Rohrleitungsbaus. Zuständig für den Inhalt ist der Ausschuss für Technik in der DVS Arbeitsgruppe A3 „Schweißen im Anlagen-, Behälter- und Rohrleitungsbau“, der das Merkblatt ehrenamtlich erstellt hat.

Die Schweißanweisung (WPS) ist der verbindliche Fahrplan für den Schweißer. Sie gibt Parameter vor, die zum Schweißen erforderlich sind und die eine Reproduzierbarkeit gewährleisten. Die WPS bildet die Basis für die Fertigung eines schweißtechnischen Produkts. Die Anforderungen an den Inhalt einer Schweißanweisung für metallische Werkstoffe sind in den sechs Teilen der Normenfamilie DIN EN ISO 15609 geregelt, die damit zu den wichtigsten Schweißnormen zählt.

Die DIN EN ISO 14731:2019-07 „Schweißaufsicht ‒ Aufgaben und Verantwortung“ legt die essenziellen mit der Schweißqualität zusammenhängenden Aufgaben sowie die Verantwortlichkeiten fest, die die Schweißaufsicht umfasst. Als Beurteilungsgrundsatz gilt gemäß der Norm, dass das Schweißaufsichtspersonal für die zugewiesenen schweißtechnischen Aufgaben die erforderliche Kompetenz besitzen muss.

Schweißer sind Unfallgefahren und erheblichen Gesundheitsbelastungen ausgesetzt, z. B. Gefahrstoffexpositionen im Schweißrauch. Um die Gefährdungen und Belastungen der Beschäftigten auf ein erträgliches Maß zu verringern, verpflichtet der Gesetzgeber die Unternehmen zur Durchführung von Gefährdungsbeurteilungen. Die TRGS 528 „Schweißtechnische Arbeiten“ geht auf das Procedere der Gefährdungsbeurteilung und potenziellen Schutzmaßnahmen ein.

Lichtbogenschweißen birgt erhebliche Gefahren für das Schweißpersonal. Vor diesem Hintergrund hat das Sachgebiet „Oberflächentechnik und Schweißen“ des Fachbereichs „Holz und Metall“ der DGUV die DGUV Information 209-010 „Lichtbogenschweißen“ ausgearbeitet. Sie unterstützt die Schweißaufsicht und das Schweißpersonal darin, die mit den Lichtbogenverfahren verbundenen Gefahren zu erkennen, einzuschätzen sowie erforderliche Schutzmaßnahmen zu treffen.

Nietkonstruktion wird durch eine Schweißausführung ersetzt – Bei der Überprüfung der Stauklappen wurde an einer Stauklappe ein größerer Schaden entdeckt. Bei dem am Hauptlager der Klappe 4 festgestellten Schaden handelt es sich um einen kompletten Bruch der beiden lastabtragenden Lagerblechwangen der im Staubalken rückverankerten Lagerböcke. Der Schadensumfang war so groß, dass die Klappe 4 trockengelegt werden musste und nicht mehr betrieben werden konnte.
Welches Risiko man bei der Zulässigkeit von Fehlern als akzeptabel bezeichnet unterliegt in der Praxis immer einer persönlichen Entscheidung. Die Praxis zeigt jedoch, dass eine Absicherungsmentalität besteht und dabei werden bei Inspektionen festgestellte Befunde auf Grundlage normativer Anforderungen als unzulässig eingestuft. Der Beitrag zeigt anhand von Beispielen, wie man mit Fehlern leben kann und dass nicht alles perfekt sein muss.

Roboterzellen zum MSG- und WIG-Schweißen sind meist in Großbetrieben für Bauteile in hohen Losgrößen zu finden. Um eine möglichst hohe Produktivität zu erreichen, sind diese Anlagen auf kurze Taktzeiten und eine hohe Präzision optimiert. Die vom Roboterhersteller speziell für das Schweißen verfügbare Software erleichtert die Integration der Schweißstromquelle, die Inbetriebnahme der Anlage und das Einrichten neuer Bauteile.

Beim Schweißen werden Werkstoffe durch Aufschmelzen miteinander verbunden. Bei diesem Prozess verdampft und verbrennt ein Teil des Materials. Dabei entstehen gesundheitsgefährdende Rauche, Gase und Stäube, die möglichst nicht in die Atemwege der Beschäftigten gelangen sollten. Um die Gesundheitsgefährdung des Schweißpersonals zu minimieren, sind technische, organisatorische oder auch persönliche Schutzmaßnahmen zu ergreifen.

Schadensfall aus der Praxis: Eine Stahlbaufirma fertigte fest angebrachte Aufstiegsleitern an einem Neubau. Ein Mitarbeiter wollte auf das Dach des Gebäudes steigen und hielt sich oben am Ende der Leiter an den Halterohren fest. Beide Halterohre brachen ab, der Mitarbeiter stürzte rückwärts auf den Boden und verletzte sich schwer. Als Werkstoff wurde Aluminium verwendet. Die Bruchfläche zeigt, dass nur eine minimale Durchschweißung (max. 10 %) vorhanden war.
In der Praxislösung „Die Schweißaufsicht im Betrieb“ finden Sie eine Vielzahl an Arbeitshilfen, die Sie bei Ihrer Arbeit als Schweißperson unterstützen. Dazu gehören Arbeitsanweisungen, Betriebsanweisungen, Checklisten, Gefahrstoffbetriebsanweisungen, Maschinenbetriebsanweisungen, Schweißanweisungen sowie Unterweisungen. Beispielhaft stellen wir Ihnen die Unterweisung im sicheren Spannen, Drehen und Wenden von Schweißteilen zur Verfügung.

Die Norm DIN EN ISO 14343:2017-08 legt Anforderungen zur Einteilung von Drahtelektroden, Bandelektroden, Drähten und Stäben zum Metall-Schutzgasschweißen, Wolfram-Inertgasschweißen, Plasmaschweißen, Unterpulverschweißen, Elektroschlackeschweißen und Laserstrahlschweißen korrosionsbeständiger und hitzebeständiger Stähle fest. Die Einteilung beruht auf der chemischen Zusammensetzung.
Die Qualifizierung von Schweißverfahren ist für ein umfassendes Qualitätsverständnis notwendig und steht im Zusammenhang mit der Herstellerverantwortung für Produktsicherheit und -haftung. Eine Qualifizierung kann auch durch gesetzlich bindende Vorgaben in den Rechtsvorschriften gefordert werden. Hier werden die Anforderungen an die Qualifizierung der Schweißverfahren für die Herstellung von Stahl- und Aluminiumtragwerken dargelegt.

Um einen sicheren Arbeitsplatz zu gewährleisten, muss den Angestellten die entsprechende persönliche Schutzausrüstung (PSA) wie Augenschutz, Atemschutz, Schutzschuhe, Handschuhe sowie ein Arbeitsanzug zur Verfügung gestellt werden. Zum Schutz der Augen und des Gesichts vor der schädlichen Wirkung starker optischer Strahlung beim Schweißen dienen Augenschutzschilde, -schirme und -hauben mit Schweißerschutzfiltern.

Die Norm beschreibt Anforderungen an die Prüfung von Bedienern und Einrichtern zum mechanischen und automatischen Schweißen von metallischen Werkstoffen. Die Prüfung von Bedienern und Einrichtern von Schweißeinrichtungen muss nach einer in Übereinstimmung mit der ISO 15609 vorbereiteten pWPS oder WPS erfolgen. Mit zur Qualifizierungsprüfung gehört der zwingende Nachweis der Funktionskenntnisse bezogen auf die Schweißeinrichtung.

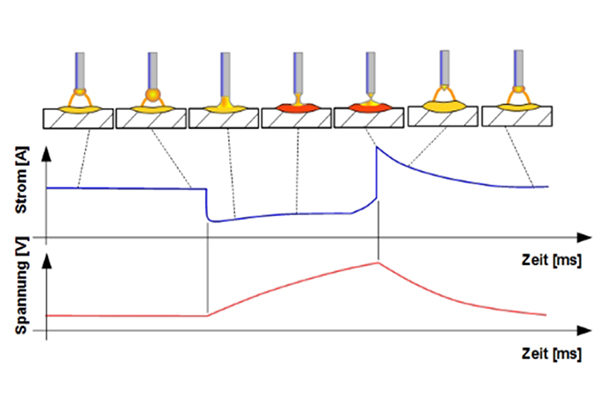
CMT beschreibt einen Schweißprozess, dessen Wärmeeintrag gering ist. Beim konventionellen Kurzlichtbogenprozess wird der Draht kontinuierlich zum Werkstück gefördert. Wenn ein Kurzschluss entsteht, wird der Strom erhöht, um den Kurzschluss aufzubrechen und den Lichtbogen wieder zu zünden. Beim CMT-Prozess hingegen werden Tropfenablöse und Wiederzündung kontrolliert durch eine Rückwärtsbewegung der Drahtelektrode erzielt.
Aluminium ist ein Werkstoff, der sich von bekannten – wie Stahl – gravierend unterscheidet. Diese speziellen Eigenschaften, wie z.B. niedrige Dichte, hohe elektrische und thermische Leitfähigkeit, die die Anwendung von Al-Werkstoffen sehr beeinflussen, haben auch auf den Schweißprozess MIG-Schweißen gravierende Einflüsse. Al-Werkstoffe haben die Entwicklung der Schweißgeräte und -ausrüstung geprägt und beeinflussen die Arbeitstechnik und die Strategien beim MIG-Schweißen.

Die DIN EN ISO 14731 enthält in Anhang B einen Aufgaben- und Maßnahmenkatalog für die Arbeit der Schweißaufsicht. Die Bestimmungen sind zu beachten, soweit sie für den Hersteller bzw. den Produktionsprozess zutreffen. In einzelnen Abschnitten wird die Formulierung „muss in Betracht gezogen werden“ verwendet. Das macht deutlich, dass die Vorgaben Allgemeincharakter besitzen, d.h. die Anwendung anhand der jeweiligen Aufgabenstellung zu prüfen ist.

Titan ist besonders für außergewöhnliche Anforderungen geeignet, denn der weiß-metallisch glänzende Werkstoff weist zahlreiche Vorteile auf. Titan verfügt über eine sehr gute Korrosionsbeständigkeit und bildet an der Luft eine äußerst beständige oxidische Schutzschicht aus. Daher ist es in vielen Medien korrosionsbeständig. Allerdings stellt sich bei Temperaturen über 300 °C eine hohe Sauerstoff-, Wasserstoff-, Stickstoff- oder Kohlenstoffaufnahme ein.