
Bildquelle: KuznetsovDmitry / iStock/Getty Images Plus
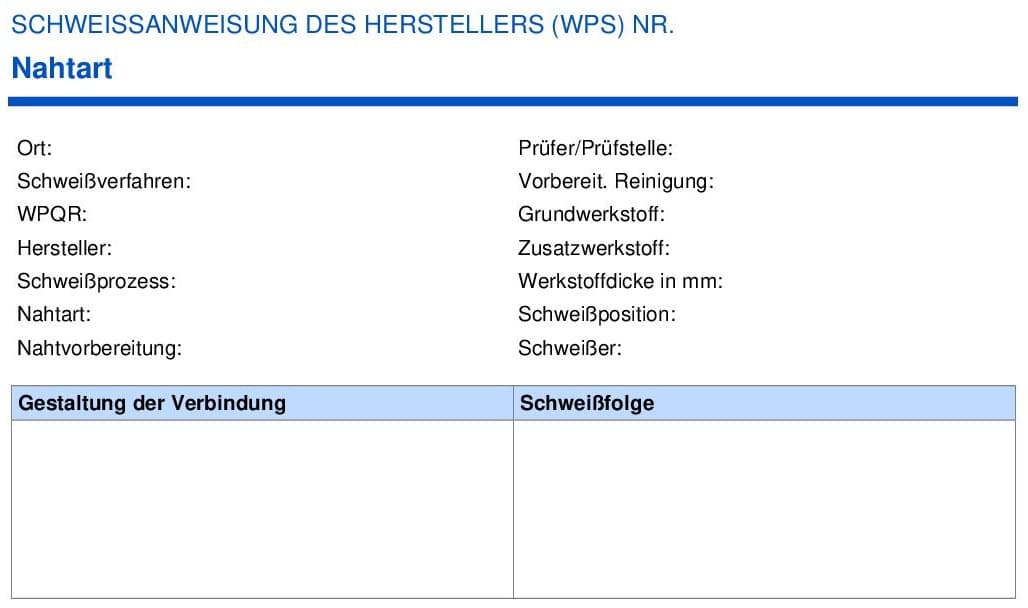
Die Schweißanweisung (WPS) ist der verbindliche Fahrplan für den Schweißer. Sie gibt Parameter vor, die zum Schweißen erforderlich sind und die eine Reproduzierbarkeit gewährleisten. Die WPS bildet die Basis für die Fertigung eines schweißtechnischen Produkts.
Die Anforderungen an den Inhalt einer Schweißanweisung für metallische Werkstoffe sind in den sechs Teilen der Normenfamilie DIN EN ISO 15609 geregelt, die damit zu den wichtigsten Schweißnormen zählt. Denn Schweißanweisungen sind die Grundlage für alle Schweißverbindungen, ob in der Produktion oder in den Qualifizierungsverfahren. Der vollständige Titel der Norm lautet „DIN EN ISO 15609-1:2019-12 – Anforderung und Qualifizierung von Schweißverfahren für metallische Werkstoffe – Schweißanweisung – Teil 1: Lichtbogenschweißen“.
Bei diesem Beitrag handelt es sich um einen Auszug. Den vollständigen Beitrag finden Sie in dem Produkt „Die Schweißaufsicht im Betrieb“.
Inhaltsverzeichnis
Hinweis zur Schweißanweisung für das Lichtbogenschweißen
Eine neue Schweißanweisung für das Lichtbogenschweißen muss seit dem Zeitpunkt der Veröffentlichung der Norm (also seit Dezember 2019) am Maßstab der neuen Norm erarbeitet werden. Schweißanweisungen, die auf der Grundlage älterer Normen, Spezifikationen oder der Vorgängerversion der DIN EN ISO 15609-1 gestaltet wurden, sind deshalb aber nicht ungültig.
Tipp der Redaktion
Sie suchen eine Vorlage für die Erstellung Ihrer Schweißanweisung? Hier können Sie kostenfrei ein Muster mit Beispielen herunterladen:
Technischer Inhalt von Schweißanweisungen (WPS) für das Lichtbogenschweißen
Den inhaltlichen Schwerpunkt der Norm bildet das Kapitel 4, in dem als Schweißaufsichtspersonal fungierende Personen erfahren, welche technischen Inhalte eine Schweißanweisung für das Lichtbogenschweißen aufweisen muss.
Allgemeines zur Schweißanweisung beim Lichtbogenschweißen
Sowohl eine vorläufige Schweißanweisung (pWPS) als auch eine Schweißanweisung (WPS) für das Lichtbogenschweißen müssen sämtliche erforderlichen Angaben enthalten, die für eine Schweißung nötig sind. Eine Antwort auf die zentrale Frage, welche Angaben in einer pWPS bzw. WPS für das Lichtbogenschweißen zwingend erforderlich sind, liefern die Unterkapitel 4.2 bis 4.5.
Manche Anwendungsfälle können eine Ergänzung oder Reduzierung der Anforderungsliste erfordern.
Schweißanweisungen besitzen für alle Bereiche Gültigkeit, die notwendige Angaben enthalten, die zur Herstellung einer Schweißung erforderlich sind. Es gibt Hersteller, die es bevorzugen, als Teil der ausführlichen Fertigungsplanung für jede besondere Arbeitsaufgabe eine zusätzliche Arbeitsanweisung zu erstellen.
Es gilt, die Bereiche und die zulässigen Abweichungen – sofern geeignet – gemäß der entsprechenden Norm (vgl. ISOn 15607) sowie nach der Erfahrung des Herstellers festzulegen.
Tipp der Redaktion: Fachbuch „Schweißanweisung und Schweißverfahrensprüfung“
- Schweißen als spezieller Prozess und umfassender Qualitätsansatz
- Anforderungen aus Qualitätsmanagement und Qualitätssicherung
- Die Schweißanweisung als Bestandteil der Produktplanung
- Qualifizierung von Schweißverfahren und die DIN EN 1090
- Die Schweißverfahrensprüfung
Bezogen auf den Hersteller
Das Unterkapitel 4.2 widmet sich dem notwendigen Inhalt einer pWPS bzw. WPS für das Lichtbogenschweißen bezogen auf den Hersteller. Danach müssen folgende Gesichtspunkte Berücksichtigung finden:
- Kennzeichnung des Herstellers
- Kennzeichnung der WPS
- Verweisung auf den Bericht über die Qualifizierung des Schweißverfahrens (WPQR) oder auf andere Dokumente, soweit erforderlich (vgl. ISO 15607)
Bezogen auf den Grundwerkstoff
Das Unterkapitel 4.3 unterteilt sich in zwei Abschnitte. Gemäß dem mit „Art des Grundwerkstoffes“ überschriebenen Abschnitt 4.3.1 müssen pWPS und WPS eine Kennzeichnung der Werkstoffe und der Bezugsnormen sowie die Gruppennummern nach ISO/TR 20172, ISO/TR 20173 oder ISO/TR 20174 aufweisen. Für den Fall, dass in diesen Normen keine Zuordnung der Werkstoffe erfolgt, muss die ISO/TR 15608 angewendet werden. Eine WPS darf eine Gruppe von Werkstoffen umfassen.
Angaben in Schweißanweisungen: Gemeinsam für alle Schweißverfahren
In dem in 17 Abschnitte unterteilten Unterkapitel 4.4 geben die Normverfasser vor, auf welche Angaben die Schweißaufsicht bei der Gestaltung von Schweißanweisungen nicht verzichten darf – unabhängig vom konkreten Schweißverfahren. Mit anderen Worten müssen die nachstehend aufgeführten Aspekte in jeder WPS für das Lichtbogenschweißen auftauchen:
Schweißprozess
Schweißprozess/e nach ISO 4063 (DIN EN ISO 4063, Schweißen und verwandte Prozesse – Liste der Prozesse und Ordnungsnummern).
Gestaltung der Verbindung
Skizze der Verbindung/Verbindungsanordnung mit Maßen bzw. Verweisung auf Dokumente, die solche Angaben enthalten; Auf der Skizze ist die Raupenfolge anzugeben, sofern sie für die Eigenschaften der Schweißung wesentlich ist.
Schweißposition
anwendbare Schweißpositionen nach ISO 6947 (DIN EN ISO 6947, Schweißen und verwandte Prozesse – Schweißpositionen)
Schweißnahtvorbereitung
- Oberflächenbeschaffenheit
- Säubern
- Entfetten
- angewendete Verfahren
- Festspannen
- Spannvorrichtungen
- Heftschweißen
Arbeitstechnik beim Schweißen
- Pendeln (wenn angewendet)
- größte Breite der Raupe für Handschweißen und teilmechanisches Schweißen
- größte Pendelung oder Amplitude, Frequenz und Verweilzeit bei der Oszillation für vollmechanisches und automatisches Schweißen
- Anstellwinkel für den Brenner, die Stab- und/oder Drahtelektrode (sofern erforderlich)
Ausfugen
- angewendetes Verfahren
- Tiefe und Form
Schweißbadsicherung
Art der Schweißbadsicherung (z.B. Schweißbadsicherung, Gaswurzelschutz oder Schweißpulverabstützung)
Schweißzusätze
- Bezeichnung, Fabrikat (Hersteller und Markenname)
- Maße (Größe)
- Handhabung (Trockenhalten in einem beheizten Köcher usw.)
Elektrische Parameter
- Stromart (Wechselstrom [AC] oder Gleichstrom [DC]) und Polung
- (sofern zutreffend) Angaben zum Pulsschweißen (Maschineneinstellung, Programmauswahl und alle entsprechenden Informationen zum Prozess)
- Bereich der Stromstärke
- (sofern zutreffend) Spannungsbereich
- Drahtvorschubgeschwindigkeit für mechanisches und automatisches Schweißen
Mechanisches und automatisches Schweißen
- Bereich der Vorschubgeschwindigkeit
- Bereich der Draht-/Bandvorschubgeschwindigkeit
Lässt die Einrichtung eine Überwachung dieser Einflussgrößen nicht zu, müssen dafür die Einstelldaten der Maschine festgelegt werden. Der Anwendungsbereich der WPS muss in einem solchen Fall auf diese besondere Art der Einrichtung beschränkt werden.
Vorwärmtemperatur
- Allgemeines: Bei Beginn und während des Schweißens angewendete Mindesttemperatur.
- Temperatur des Werkstücks: Die niedrigste Temperatur des Werkstücks vor dem Schweißen, sofern keine Vorwärmung nötig ist.
Zwischenlagentemperatur
Die höchste und – sofern nötig – die niedrigste Zwischenlagentemperatur.
Haltetemperatur
Die Mindesttemperatur, die es in der Schweißzone aufrechtzuerhalten gilt, wenn die Schweißung unterbrochen wird.
Wasserstoffarmglühen
- Mindesthaltezeit
- Temperaturbereich
Wärmenachbehandlung
Es muss eine Festlegung des Mindestzeit- und Mindesttemperaturbereichs für die Wärmenachbehandlung oder das Aushärten festgelegt werden. Alternativ besteht die Möglichkeit eines Hinweises auf andere Normen, in denen diese Angaben festgelegt sind.
Schutzgas
- Bezeichnung nach ISO 14175 (DIN EN ISO 14175, Schweißzusätze – Gase und Mischgase für das Lichtbogenschweißen und verwandte Prozesse)
- chemische Zusammensetzung
- Hersteller
- Markenname
Wärmeeinbringung/Lichtbogenenergie
Bereich der Wärmeeinbringung oder Lichtbogenenergie (falls festgelegt) nach ISO/TR 18491
Autor: Lic.jur./Wiss.Dok. Ernst Schneider
Ernst Schneider ist Experte für technisches Recht und Normung. Er berät technologieorientierte Unternehmen und ist Mitglied im Ausschuss Normenpraxis des DIN e.V.
Den kompletten Beitrag finden Sie in „Die Schweißaufsicht im Betrieb“.